























-
1
-
2
-
3
-
4
-
5
-
6
-
7
-
8
-
9
-
10
-
11
-
12
-
13
-
14
-
15
-
16
해당 자료는 5페이지 까지만 미리보기를 제공합니다.
5페이지 이후부터 다운로드 후 확인할 수 있습니다.
5페이지 이후부터 다운로드 후 확인할 수 있습니다.




목차
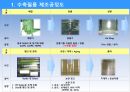
1. 수축필름 제조공정도
2. 수축필름 숙성 매커니즘
3. 수축필름 수축률 측정 방법
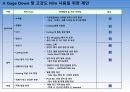
4. Gage Down 및 고강도 Film 사용을 위한 제안
첨부1 : 수축률 개선 필요 사유 (가로방향
첨부3 : Film 평활도 Test(현장) 방법
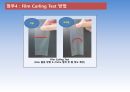
첨부4 : Film Curling Test 방법
첨부5 : Film 정전기 사전 제거
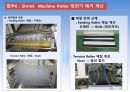
첨부6 : Shrink Machine Roller 정전기 제거 개선
첨부7 : Cutting Knife Pitch 변경
첨부8 : Film Shrink용 냉각 터널 제작 기준
첨부9 : Film Shrink용 냉각 터널 예상 그림
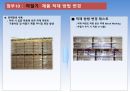
첨부10 : 하절기 제품 적재 방법 변경
2. 수축필름 숙성 매커니즘
3. 수축필름 수축률 측정 방법
4. Gage Down 및 고강도 Film 사용을 위한 제안
첨부1 : 수축률 개선 필요 사유 (가로방향
첨부3 : Film 평활도 Test(현장) 방법
첨부4 : Film Curling Test 방법
첨부5 : Film 정전기 사전 제거
첨부6 : Shrink Machine Roller 정전기 제거 개선
첨부7 : Cutting Knife Pitch 변경
첨부8 : Film Shrink용 냉각 터널 제작 기준
첨부9 : Film Shrink용 냉각 터널 예상 그림
첨부10 : 하절기 제품 적재 방법 변경
본문내용
숙성(Aging) 사유 및 매커니즘
수축필름 제조시 플라스틱 원료인 폴리에틸렌(P.E)수지에 열을 가하여
용융 및 냉각 고화시키는 과정에서 폴리에틸렌(P.E)수지가 변형을 일으
키는데 이 수지의 분자구조 및 잔류응력(Stress)을 안정화시키는 공정으로
원료의 종류에 따라서 상온에서 약 3~4주의 숙성기간이 필요함.
에너지의 이동으로 물체가 본래보다 줄어들거나
오그라드는 것을 말하며 양의 수축(작아짐)과
음의 수축(커짐)으로 구분
“-”수축 – 우측 그림 중앙에서 보는 것처럼
한 방향이 원래 크기보다 커지는 수축(신장)
가로방향 – 음의 수축(신장)
세로방향 – 양의 수축
“+”수축 – 우측 그림 하단에서 보는 것처럼
양 방향이 원래 크기보다 작아지는 수축
가로방향 – 양의 수축
세로방향 – 양의 수축
수축율
평활도
Curl
정전기
Cutting Knife
Film 냉각 구간 확보
컨베이어 진동 개선
Heating 터널 구조 변경
적재기 박스 손상부 보완
적재 방법 변경
수축필름 제조시 플라스틱 원료인 폴리에틸렌(P.E)수지에 열을 가하여
용융 및 냉각 고화시키는 과정에서 폴리에틸렌(P.E)수지가 변형을 일으
키는데 이 수지의 분자구조 및 잔류응력(Stress)을 안정화시키는 공정으로
원료의 종류에 따라서 상온에서 약 3~4주의 숙성기간이 필요함.
에너지의 이동으로 물체가 본래보다 줄어들거나
오그라드는 것을 말하며 양의 수축(작아짐)과
음의 수축(커짐)으로 구분
“-”수축 – 우측 그림 중앙에서 보는 것처럼
한 방향이 원래 크기보다 커지는 수축(신장)
가로방향 – 음의 수축(신장)
세로방향 – 양의 수축
“+”수축 – 우측 그림 하단에서 보는 것처럼
양 방향이 원래 크기보다 작아지는 수축
가로방향 – 양의 수축
세로방향 – 양의 수축
수축율
평활도
Curl
정전기
Cutting Knife
Film 냉각 구간 확보
컨베이어 진동 개선
Heating 터널 구조 변경
적재기 박스 손상부 보완
적재 방법 변경
키워드
추천자료
- 가격40,000원
- 페이지수16페이지
- 등록일2022.07.04
- 저작시기2011.10
- 파일형식기타(pptx)
- 자료번호#1172100

본 자료는 최근 2주간 다운받은 회원이 없습니다.




소개글